The term pretreatment refers to various processes to prepare the surface prior to applying the coating system. The quality of a coating system depends largely on the quality of the pretreatment of the surface. The better the pretreatment, the higher the quality of the applied coating system.
"Pretreatment is the key!"
Various methods of surface pretreatment are described below. These processes are intended for the treatment of uncoated metals and surfaces which have been plated with a metallic coating.
After pretreatment, the storage time prior to coating must be kept to a minimum, as the activated surfaces tend to react with atmospheric oxygen and moisture. In order to achieve a high-quality coating, the surface of the component to be coated must be clean, dry, and free of dust and grease.
Depending upon the material, intended use, and component geometry, different pretreatment methods may be employed.
The cleaning process must not negatively affect the material properties (e.g., hydrogen embrittlement). The pretreatment method must therefore be adapted to the respective components.
For subsequent zinc flake coating systems, pretreatment by degreasing and blasting is a very effective method and particularly recommended for high-strength steels.
The cleaning of the surface to be coated usually begins with degreasing. Various methods are available for this.
One of the most common industrial surface degreasing methods is water-based, hot-alkaline degreasing. The most common degreasing processes operate at approximately 60–70 °C, with a pH in the range of 11–14. Oils, fats, and waxes are dissolved or saponified during this process and washed off in subsequent rinsing cycles. Ultrasonic cleaning devices can support the cleaning process.
Residues of removed oil, grease, or wax must be regularly removed from the washing system!
Mechanical blasting is a very effective method for removing firmly adhered residues such as scale or rust and usually follows degreasing. Depending on the material and degree of contamination, blast media made of steel, glass, ceramic, or other hard mineral substances in various geometries are typically used. The blasting process must be adapted to the components and their requirements.
Figure 3: Depending on the desired surface quality, different blasting media are used.
For steel surfaces, stainless steel blasting media with a hardness of about 450 HV and an average particle size distribution of 0.2 to 0.6 mm (depending on component size) are recommended. Roughness values of Rz 10–25 μm and Ra 2–6 μm are typically achieved. A cleanliness grade (e.g., according to ISO 8501/1+2) of Sa 2 ½ should be aimed for: "The surface must, when viewed without magnification, be free from visible oil, grease, and dirt and, as far as possible, free from scale, rust, coatings, and foreign contaminants, so that remaining traces can only be recognized as light, patchy, or streaky shades."
To ensure consistent surface quality, regular inspection of the blasting media is required because it changes over time:
Blasting particles become smaller;
The media accumulates dust;
The media is contaminated by surface residues (fats & oils).
The particle size distribution of the blasting media is determined via sieve analysis. Undesired dust can be removed using regularly maintained filters. Contaminants, such as fats and oils that cannot be removed by filters, usually require replacement of the blasting media.
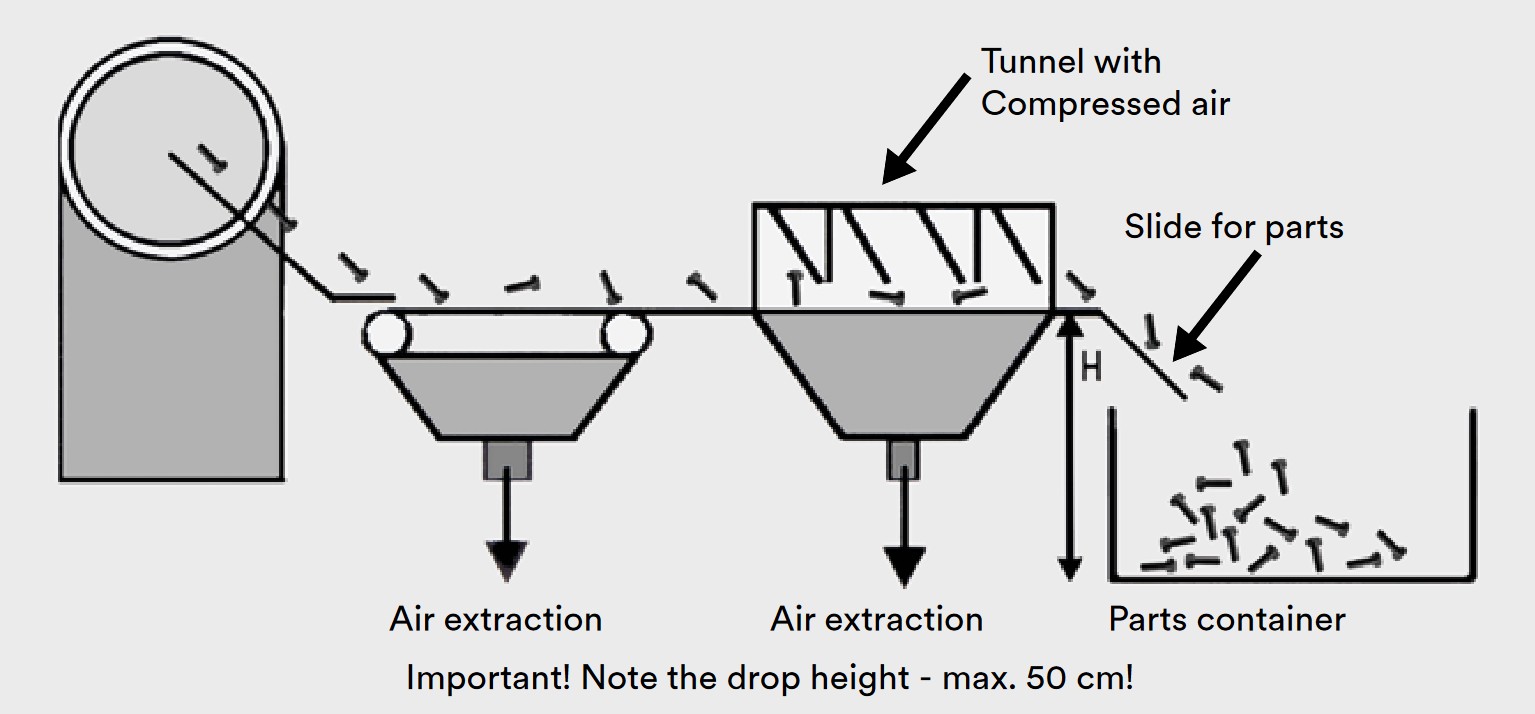
Figure 4: Blasting system.
An alternative pretreatment method is phosphating. Different types of phosphate chemistry may affect surface properties differently, so a technical compatibility check must be carried out for each phosphate to determine suitability for the zinc flake coating system. Specific customer requirements must be taken into account, e.g., avoiding embrittlement—particularly for high-strength steels. For some parts and geometries, phosphating may still be suitable. For example, fine-crystalline thin-film phosphating up to 3 g/m² is common.
If the layer thickness is too high, intercrystalline stress cracks may form in the phosphate layer. In addition, the electrical connection of the zinc flake coating with the steel substrate could be reduced. To prevent residual water from being carried into the coating material, it is necessary to thoroughly dry the phosphate layer at temperatures > 70 °C. Phosphating must also be compatible with the curing temperatures required by Dörken products.
Laser cleaning of steel surfaces is a method to remove contaminants such as rust, oils, fats, and oxide layers. This is particularly important to ensure uniform and stable adhesion of subsequent coatings.
Laser cleaning offers advantages over traditional methods such as sandblasting or chemical treatments, being highly precise and environmentally friendly. It can be performed without abrasive media or chemicals, reducing disposal and handling of hazardous materials.
A laser beam is directed onto the surface. The laser radiation interacts with contaminants (fats, oils, rust, scale, etc.) causing their thermal decomposition or evaporation. This can be very precise and localized, which is especially useful for small or complex areas.
Due to the wettability and chemical stability of the coating material, care must be taken that post-treatments, especially those containing amines, borates, and/or silicates, are completely rinsed off without residue.
Electroplated metals usually undergo passivation immediately after plating. Before coating passivated parts with appropriate topcoats, they must be completely dried. If residual water from insufficiently dried parts contaminates the topcoats, their protective properties are reduced. Brighteners and additives contained in the electroplated layers can lead to wetting and adhesion issues. A compatibility check is therefore necessary. Coating surfaces not pretreated with Dörken products is only allowed after consultation and permission (e.g., license agreement) from Dörken.

Comments (0)
No comments yet.
Do you have constructive feedback?
Please log in to leave a comment.