Als Vorbehandlung werden unterschiedliche Prozesse bezeichnet, die zur Vorbereitung der Oberfläche auf die Beschichtung dienen. Die Qualität einer Beschichtung hängt in sehr hohem Maße von der Qualität der Oberflächenvorbehandlung ab. Je besser die Vorbehandlung, desto höher die Qualität der Beschichtung.
„Die Vorbehandlung ist das A und O!“
Im Folgenden werden unterschiedliche Verfahren der Oberflächenvorbehandlung beschrieben. Die Verfahren richten sich an die Behandlung von unbeschichteten Metallen und metallische Oberflächen, welche bereits mit einer galvanischen Beschichtung versehen wurden.
Nach der Vorbehandlung ist die Lagerzeit vor der Beschichtung auf ein Minimum zu reduzieren. Die aktivierten Oberflächen neigen zur Reaktion mit dem Luftsauerstoff und Feuchtigkeit. Um eine hochwertige Beschichtung zu ermöglichen, muss die Oberfläche des zu beschichtenden Bauteils sauber, trocken, staub- und fettfrei sein.
Je nach Werkstoff, Einsatzzweck und Bauteilgeometrie kommen unterschiedliche Verfahren zur Vorbehandlung zum Einsatz.
Bei der Bauteilvorbehandlung darf das Reinigungsverfahren keinen negativen Einfluss auf die Werkstoffeigenschaften haben (z. B. Wasserstoffversprödung). Die Vorbehandlungsmethode ist demnach auf die jeweiligen Bauteile abzustimmen.
Für nachfolgende Zinklamellensysteme ist die Vorbehandlung durch Entfetten und Strahlen eine sehr wirksame Methode und insbesondere für hochfeste Stähle empfehlenswert.
Die Reinigung der zu beschichtenden Oberfläche beginnt üblicherweise mit der Entfettung. Dafür gibt es verschiedene Methoden.
Eines der häufigsten Verfahren zum Entfetten von industriellen Oberflächen ist das wasserbasierte, heißalkalische Entfetten. Die gängigsten Entfettungsverfahren arbeiten bei einer Temperatur von etwa 60–70 °C, bei einem pH-Wert im Bereich von 11–14. Bei diesem Prozess werden Öle, Fette und Wachse gelöst bzw. verseift und bei den darauffolgenden Spülgängen abgewaschen. Ultraschallgestützte Reinigungsgeräte können den Reinigungsprozess unterstützen.
Rückstände von entferntem Öl, Fett oder Wachs müssen in regelmäßigen Abständen aus der Waschanlage entfernt werden!
Strahlen ist ein sehr wirksames Verfahren zum Entfernen von fest anhaftenden Rückständen wie Zunder oder Rost und folgt häufig auf die Entfettung. Je nach Werkstoff und Grad der Verunreinigung wird typischerweise Strahlgut aus Stahl, Glas, Keramik oder anderen harten mineralischen Stoffen in verschiedenen Geometrien eingesetzt. Das Strahlverfahren ist auf die Bauteile und deren Anforderungen abzustimmen.
Abbildung 3: Je nach gewünschter Oberflächenqualität kommen unterschiedliche Strahlmittel zum Einsatz.
Für Stahloberflächen werden rostfreie Strahlmittel mit einer Härte von etwa 450 HV und einer durchschnittlichen Korngrößenverteilung von 0,2 bis 0,6 mm (je nach Bauteilgröße) empfohlen. Hierbei werden üblicherweise Rauigkeiten von Rz 10–25 μm, Ra 2–6 μm erzielt. Ein Reinheitsgrad (z. B. nach ISO 8501/1+2) von Sa 2 ½ ist anzustreben: „Die Oberfläche muss bei Betrachtung ohne Vergrößerung – frei sein von sichtbarem Öl, Fett und Schmutz und soweit frei von Zunder, Rost, Beschichtungen und artfremden Verunreinigungen, dass verbleibende Spuren allenfalls noch als leichte, fleckige oder streifige Schattierungen zu erkennen sind.“
Um eine konstante Qualität der gestrahlten Oberfläche sicherzustellen, ist eine regelmäßige Kontrolle des Strahlguts erforderlich. Diese Kontrollen sind notwendig, da sich das Strahlgut mit der Zeit verändert:
Strahlkörner werden kleiner;
das Strahlgut reichert sich mit Staub an;
das Strahlgut wird durch Oberflächenschmutz verunreinigt (Fette & Öle).
Die Größenverteilung der Strahlkörner wird mithilfe einer Siebanalyse ermittelt. Unerwünschte Stäube können mit regelmäßig gewarteten Filtern entfernt werden. Eingeschleppte Verunreinigungen, wie z. B. Fette und Öle, welche durch den Filter nicht entfernt werden, können oft nur durch den Austausch des Strahlmittels beseitigt werden.
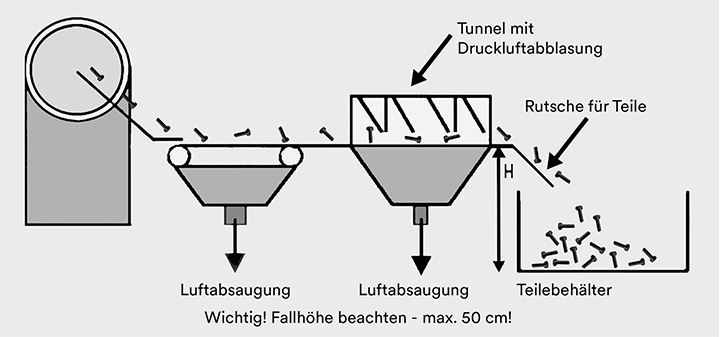
Abbildung 4: Strahlanlage.
Eine alternative Vorbehandlungsmethode ist das Phosphatieren. Verschiedene Typen von Phosphatchemie können die Oberflächenbeschaffenheit unterschiedlich beeinflussen, weshalb ein Technikabgleich mit jedem spezifischen Phosphat durchgeführt werden muss, um die Eignung für das Zinklamellensystem zu bestimmen. Spezifische Anforderungen der Endkunden müssen berücksichtigt werden, z. B. Vermeidung von Versprödung - insbesondere bei hochfesten Stählen. Für manche Teilegruppen und Geometrien kann dennoch eine Phosphatierung infrage kommen. Hier ist z. B. eine feinkristalline Dünnschicht-Phosphatierung von bis zu 3 g/m² üblich.
Bei einer zu hohen Schichtdicke können sich interkristalline Spannungsrisse in der Phosphatschicht bilden. Ferner könnte die elektrische Verbindung der Zinklamellen mit dem Stahluntergrund reduziert werden. Um das Einschleppen von Restwasser in das Beschichtungsmaterial zu unterbinden, ist es erforderlich, die Phosphatschicht bei etwa > 70 °C gründlich zu trocknen. Die Phosphatierungen sind auf die notwendigen Einbrenntemperaturen der Dörken Produkte abzustimmen.
Die Laserreinigung von Stahloberflächen ist ein Verfahren um Verunreinigungen wie Rost, Öle, Fette und Oxidschichten von der Oberfläche des Stahls zu entfernen. Dies ist besonders wichtig, um eine gleichmäßige und stabile Haftung der nachfolgenden Beschichtungen zu gewährleisten.
Die Laserreinigung bietet gegenüber traditionellen Methoden wie Sandstrahlen oder chemischen Behandlungen den Vorteil, dass sie sehr präzise und umweltfreundlich ist. Zudem kann sie ohne den Einsatz von abrasiven Medien oder Chemikalien durchgeführt werden, was die Entsorgung und den Umgang mit gefährlichen Materialien reduziert.
Ein Laserstrahl wird auf die Oberfläche gerichtet. Die Laserstrahlung interagiert mit den Verunreinigungen (Fette, Öle, Rost, Zunder, …) und führt zu deren thermischer Zersetzung oder Verdampfung. Dies kann sehr präzise und lokal begrenzt erfolgen, was besonders nützlich für die Reinigung kleiner oder komplexer Bereiche ist.
Aufgrund der Benetzbarkeit und chemischen Stabilität des Beschichtungsmaterials ist darauf zu achten, dass verwendete Nachbehandlungen, insbesondere jene, welche Amine, Borate und/oder Silikate enthalten, rückstandslos abgewaschen werden.
Normalerweise erfolgt direkt nach dem Galvanisieren eine Passivierung. Vor dem Beschichten der passivierten Teile mit geeigneten Topcoats müssen diese getrocknet werden. Wenn Wasser von nicht ausreichend getrockneten Teilen in die Topcoats gelangt, werden deren Schutzeigenschaften geschwächt. Glanzbildner und Additive, welche in den galvanischen Schichten enthalten sind, können zu Benetzungs- und Haftungsstörungen führen. Ein Technikabgleich ist deshalb notwendig. Eine Beschichtung von Oberflächen, die nicht mit Dörken Produkten vorbeschichtet sind, ist nur nach Rücksprache und Erlaubnis (Lizenzvertrag) von Dörken möglich.

Kommentare (0)
Noch keine Kommentare.
Haben Sie konstruktives Feedback?
Bitte Einloggen um einen Kommentar zu hinterlassen.